Melni plankumi vai melni ieslēgumi veidotajās daļās ir kaitinoša, laikietilpīga un dārga problēma.Daļiņas izdalās, uzsākot ražošanu un pirms regulāras skrūves un cilindra tīrīšanas vai tās laikā.Šīs daļiņas veidojas, materiālam karbonizējoties pārkaršanas dēļ, kas var rasties, ja materiāla plūsma tiek apturēta ilgāku laiku, nesamazinot temperatūru mašīnā.
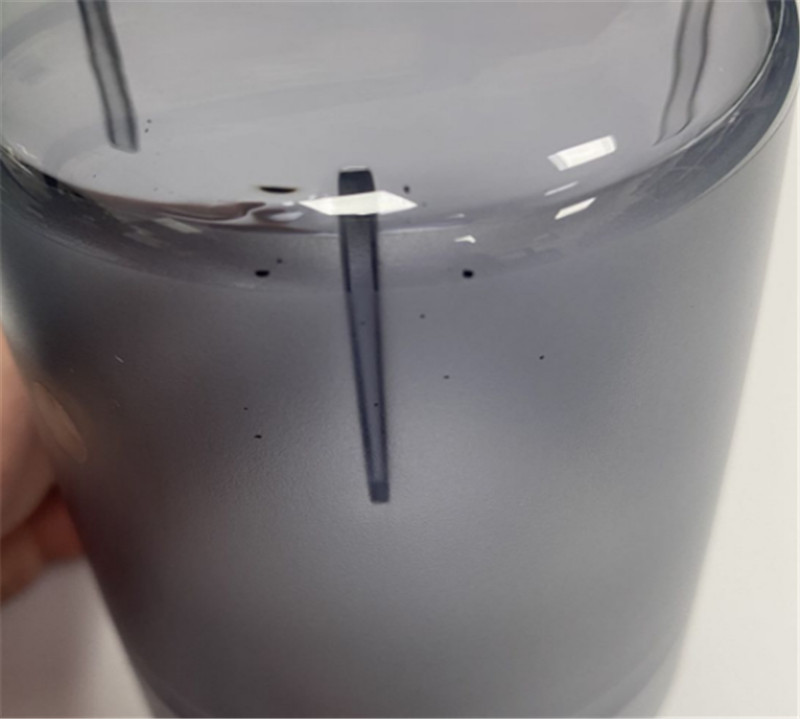
Melno plankumu cēloņi
Sveķu sadalīšanās
Tā kā plastmasa ir ķīmiska viela, tā pakāpeniski sadalās, turpinot karsēt virs kušanas temperatūras.Jo augstāka temperatūra un ilgāks laiks, jo ātrāk notiek sadalīšanās.Turklāt mucas iekšpusē ir vietas, kur sveķi ir viegli noturami, piemēram, pretvārsts un skrūves vītne.Sveķi, kas paliek šajās daļās, tiks pārogļoti vai karbonizēti, un pēc tam ritmiski nokrīt, lai sajauktos veidnē, tādējādi radot melnus plankumus.
Nepietiekama tīrīšana
Melnu punktu cēlonis ir arī tas, ka formēšanas mašīnā nepietiekamas tīrīšanas dēļ paliek iepriekš izmantotie sveķi.Kā aprakstīts iepriekšējā punktā, tā kā ir vietas, kur sveķi ir viegli noturami, piemēram, kontrolgredzens un skrūves vītne, materiāla maiņas laikā šīm vietām ir jāpiemēro atbilstoša tīrīšanas intensitāte un laiks.Turklāt ir jāizmanto katram materiālam piemērota tīrīšanas metode.Tīrīšanu ir salīdzinoši viegli veikt līdzīgiem sveķiem, piemēram, PC→PC, bet, ja tā ir dažāda veida materiālu tīrīšana, jo kušanas temperatūra vai sadalīšanās temperatūra ir atšķirīga, savukārt starp sveķiem pastāv savietojamība (afinitāte). , daudzos gadījumos to nevar pilnībā noņemt, neskatoties uz tīrīšanu.
Svešu vielu sajaukšana (piesārņojums)
Piesārņojums ir arī viens no melno plankumu cēloņiem.Ja dažas tvertnē ievadītās granulas tiek sajauktas ar citiem sveķiem ar zemāku sadalīšanās temperatūru, sveķu sadalīšanās dēļ var viegli rasties melni plankumi.Turklāt uzmanība jāpievērš otrreizējai plastmasai.Tas ir tāpēc, ka pārstrādātā plastmasa ir vairāk pakļauta sadalīšanai pēc daudzkārtējas karsēšanas (jo lielāks ir atkārtotu pārstrādes reižu skaits, jo ilgāks sildīšanas laiks).Turklāt pārstrādes procesā tas var būt piesārņots ar metālu.
Melno plankumu risinājumi
1. Vispirms rūpīgi nomazgājiet, līdz vairs neparādās melni plankumi.
Melni plankumi mēdz palikt kontrolgredzenā un ieskrūvēt vītni mucā.Ja melni plankumi kādreiz ir parādījušies, tiek lēsts, ka to cēlonis, visticamāk, paliks mucā.Tāpēc pēc melnu plankumu parādīšanās muca ir rūpīgi jāiztīra pirms pretpasākumu veikšanas (pretējā gadījumā melnie plankumi nekad nepazudīs).
2. Mēģiniet pazemināt formēšanas temperatūru
Dažādiem sveķiem ir ieteiktas lietošanas temperatūras (šī informācija ir arī katalogā vai produkta iepakojumā).Pārbaudiet, vai formēšanas mašīnas iestatītā temperatūra ir ārpus diapazona.Ja tā, pazeminiet temperatūru.Turklāt formēšanas iekārtā parādītā temperatūra ir sensora atrašanās vietas temperatūra, kas nedaudz atšķiras no faktiskās sveķu temperatūras.Ja iespējams, faktisko temperatūru ieteicams izmērīt ar sveķu termometru vai tml.Jo īpaši vietās, kur ir nosliece uz sveķu aizturi, piemēram, pārbaudes gredzens, visdrīzāk var rasties melni plankumi, tāpēc pievērsiet īpašu uzmanību apkārtnes temperatūrai.
3. Samaziniet uzturēšanās laiku
Pat ja formēšanas mašīnas iestatītā temperatūra ir dažādu sveķu ieteicamajā temperatūras diapazonā, ilgstoša aizturēšana var izraisīt sveķu bojāšanos un līdz ar to melnu plankumu parādīšanos.Ja formēšanas mašīna piedāvā aizkaves iestatīšanas funkciju, lūdzu, izmantojiet visas tās priekšrocības un izvēlieties veidnes izmēram piemērotu formēšanas mašīnu.
4. Piesārņojums vai nē?
Laiku pa laikam sajaucot citus sveķus vai metālus, var rasties arī melni plankumi.
Pārsteidzoši ir tas, ka iemesls galvenokārt ir nepietiekama tīrīšana.Lūdzu, veiciet darbu pēc rūpīgas tīrīšanas un iepriekšējā iesmidzināšanas formēšanas procesā izmantoto sveķu noņemšanas.Lietojot pārstrādāto plastmasu, pārbaudiet ar neapbruņotu aci, vai granulās nav svešķermeņu.
Publicēšanas laiks: 11.04.2023